粗基準點選擇原則
選擇粗基準點時,關鍵規定保證各加工面有充足的容量,使加工面和不加工面間位置合乎樣圖規定,并需注意要盡早得到精基準面。實際選擇時要考慮到以下標準:
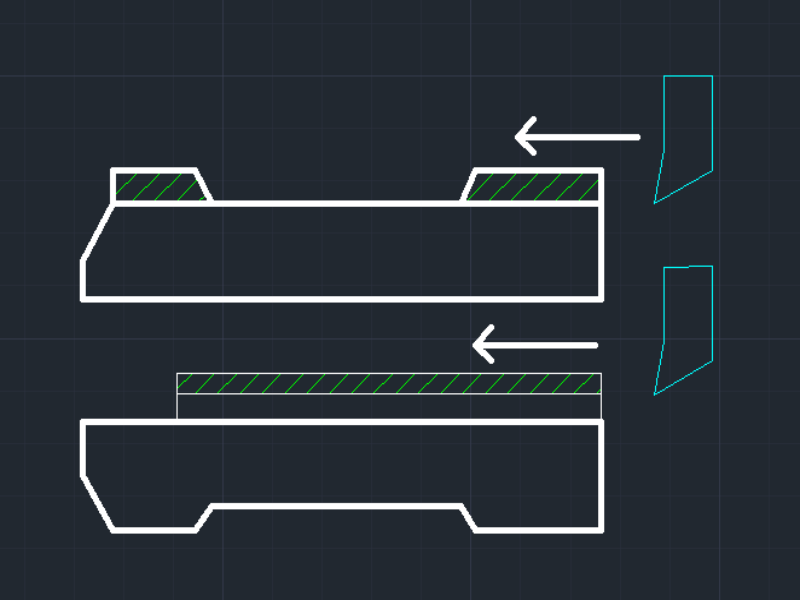
(1)挑選重要表層為粗基準為確保產品工件上重要表層的生產加工容積又小均勻,則需挑選該表層為粗基準。所說關鍵表面一般是工件上加工精密度及其表面品質要求高的表面,如床體的滑軌面,機床主軸箱的主軸軸承孔,全是各自關鍵表面。因而,加工床體和主軸箱時,要以滑軌面或主軸軸承孔為粗基準。如下圖所顯示。

(2)不選生產工藝外表為粗基準點以便于能保證生產工藝面和不生產工藝面間區域標準化,通常應選用不生產加工面為粗基準。假如工件上有好幾個不加工面,則應取在其中與加工面部位要求高的不加工面為粗基準,便于保證精度等級,使外觀設計對稱性等。
如下圖所顯示的工件,毛胚孔與內孔中間軸力比較大,理應選擇不加工的內孔為粗基準,將工件夾裝在三爪自定心卡盤中,把毛胚的平行度偏差在精鏜時摘除,進而保證其厚度勻稱。

(3) 選擇加工容量最小表面為粗基準在沒有限制保證關鍵表面加工容量勻稱的情形下,假如零件上每一個表面都需要加工,則須挑選在這其中生產加工容積最少表層為粗基準點,以避免該表層在生產容易容積不足而留出部分毛坯面,造成產品工件廢棄物。
(4) 選擇比較整平光滑、加工總面積比較大的表面為粗基準便于工件精準定位靠譜、夾持便捷。
(5)粗基準點在一個產品規格方面應使用一欠因此粗基準點其本身也是不經零配件加工的毛胚面,其表面不光滑且精確度低,若多次重復使用會帶來比較大的偏差。
事實上,不管精基準或是粗基準的選擇,以上標準都不能同時符合,有時候或是相悖的。因而,在選擇時要依據詳細情況展開分析,深思熟慮,保證其核心的需求。